2023-06-05
目前,国内涂装磷化槽液中均含有有毒有害物质如亚硝酸盐等,此外,磷化液中含有的重金属离子镍离子等也是对环境危害比较大的污染源。随着环保政策的加严,需要开发环境友好型涂装前处理工艺。
目前环保型涂装无磷转化前处理工艺技术经过多年的发展,已经成为国内外电泳涂装前处理行业的主流技术。无磷转化前处理技术是以氟锆酸盐为主剂的前处理技术,可以在脱脂干净的工件表面形成一层无晶形三维网状膜,是一种节能环保型前处理工艺,可替代传统磷化前处理工艺技术。
在工件基材表面生成的无磷转化薄膜涂层阻隔性强,并与金属氧化物形成强烈的结合力,与后道工序电泳、面漆等涂膜具有良好的结合力,可以明显提升工件复合涂膜的机械性能及防腐性能,延长工件耐腐蚀时间。 无磷转化薄膜前处理技术无磷无渣不含重金属离子,解决了传统磷化工艺存在的环保弊端,在保证产品性能的同时也解决了环境污染问题,达到节能减排的目的。本文就重卡车架热轧板经不同前处理方式后磷化和薄膜前处理工艺涂膜性能进行研究。
本次试验选用重卡车架用板材,包含热轧钢板、车架三角形样件,热轧钢板表面有一层氧化皮,对车架板材表面的氧化皮采用不同的处理方式:不除氧化皮处理、喷砂处理、水洗抛丸处理,酸洗处理等不同的表面处理方式,试片参数信息详见表 1。

磷化前处理药剂:脱脂,表调,磷化;薄膜前处理药剂:脱脂、无磷转化液;底面合一阴极电泳涂料。
车架用热轧钢板采用不同的表面氧化皮去除工艺后,试板经过磷化和薄膜前处理两种不同的前处理工艺方式,然后在实验室进行阴极电泳泳板,制板信息详见表 2。

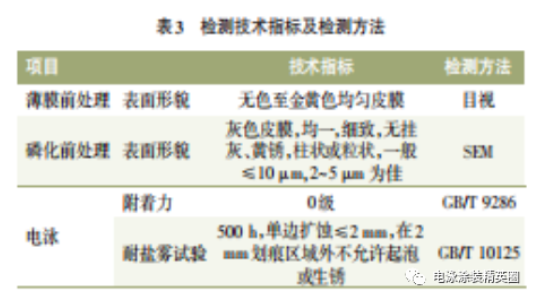
试验测试板材经过薄膜前处理工艺处理,板材外观颜色目视为灰色,前处理转化膜厚度 20-100 nm,为磷化膜厚度的百分之一,采用 SEM扫描电镜检测板材表面涂膜质量,涂膜表面致密( 见图 1),为无晶粒形状结构。
对热轧钢板磷化前处理得到的磷化皮膜进行外观、结晶尺寸和膜重检测,目视外观表明磷化膜为灰色皮膜,表面平整、均一、细致、皮膜完整,无挂灰、黄锈等缺陷,SEM 扫描电镜 2 000 倍镜像照片显示(见图 2)磷化膜结晶形状为柱状,结晶尺寸≤10um;用退膜法对磷化膜膜重进行检测,热轧钢板磷化膜膜重为 3g/m²。热轧板制备的无磷转化膜和磷化膜均满足前处理工艺技术要求。
将不同前处理制备的热轧板电泳涂膜按照 GB/T9286《色漆和清漆 划格试验》的规定,用 BYK 划格器(1 mm)划十字,采用3M 胶带测试涂膜附着情况,检测结果评价,热轧钢板涂膜表面十字交叉部位没有被胶带破坏,附着力均为 0 级,均满足电泳涂膜附着力技术要求。
车架热轧钢板在钢材生产的过程中,会生成一层以三氧化二铁、氧化亚铁、四氧化三铁等氧化物质组成的氧化皮,涂装在进行前处理上件前,一般会采用抛丸、喷砂或酸洗等工序把热轧钢板板材表面疏松的氧化皮去除,确保涂装涂膜性能。
对车架热轧钢板表面氧化皮采用不同的处理方式,分别进行不同的前处理工艺处理后配套底面合一阴极电泳涂料,开展实验室500 h 中性盐雾防腐性能检测。试验使用中性盐雾腐蚀试验设备,将不同前处理方式制备的 8 种热轧板电泳涂膜试板封边处理,试板涂膜表面采用0.5 mm 宽度的划痕工具进行划叉。
按照GB/T 10125《人造气氛腐蚀试验 盐雾试验》规定进行耐中性盐雾测试,试验周期为 500 h。试验结束后按ASTM D 1654-05 标准对试板表面涂膜进行处理,检测单边扩蚀宽度,记录板材表面起泡及腐蚀情况。试验结果见表 4。

通过分析 500h 耐中性盐雾防腐试验结果,比较试板表面涂膜扩蚀宽度可以得出,酸洗工艺除氧化皮涂膜的腐蚀性能优于水洗抛丸工艺除氧化皮涂膜耐蚀性能,优于喷砂工艺除氧化皮涂膜耐蚀性能,优于未进行氧化皮处理的涂膜耐蚀性能。
针对喷砂工艺,比较试板可得出,经过磷化前处理和无磷前处理的试板表面均存在点锈,对产生锈点的原因进行分析,可能是由于板材表面喷砂处理后,试板表面状态一致性差。存在尖端效应,导致试板涂膜表面部分部位电泳涂膜偏薄,因而耐中性盐雾试验后试板出现锈点。喷砂后两种前处理工艺处理的试板其扩蚀宽度均较小,耐腐蚀性能满足产品要求。
针对酸洗工艺,比较试板的扩蚀宽度可得出,对于酸洗后的试板磷化前处理涂膜性能略优于无磷前处理工艺的试板。由于酸洗工艺处理后的试板表面状态佳,所以酸洗板在本轮试验验证中综合涂膜性能表现最佳。对未进行氧化皮去除的试板:对比试板的扩蚀宽度可得出,对于不去除氧化皮的工件,薄膜前处理工艺处理的涂膜性能优于磷化处理的涂膜性能。
分析原因,可能是由于热轧板工件表面生产的氧化物质较疏松,无机和有机涂膜形成致密的三维网状涂膜对钢板表面疏松的氧化膜孔隙进行了填充,形成相对致密的皮膜,所以薄膜前处理工艺制备的试板耐蚀性能比磷化工艺制备的试板性能佳。
本文针对车架线涂装的热轧钢板涂装性能研究,比较了传统磷化工艺与环保型无磷前处理涂装工艺分别配套底面合一阴极电泳涂料的涂膜性能,研究结果显示,附着力等机械性能两种前处理方式基本相当,耐腐蚀性能如 500 h 中性盐雾试验性能方面薄膜前处理工艺比磷化前处理工艺低,但可满足车架线的涂膜性能技术要求,可以应用于汽车车架、车厢、摩托车零部件前处理工艺。
针对车架线涂装的热轧钢板研究比较了不同表面处理方式对其耐中性盐雾性能的影响,选择喷砂,水洗抛丸,酸洗等去除氧化皮的工艺,采用薄膜前处理技术能够满足车厢、车架涂装生产线产品涂膜技术要求。通过生产现场薄膜的处理工艺5个多月的运行,无磷转化槽液和无磷转化膜质量稳定,展现出了较好的应用前景。
0757-26382347/13380287549
