2026-01-09
目录
一、引言:膜厚的重要性与挑战
二、电泳漆成膜机理与膜厚控制基础
电泳沉积的基本过程
膜厚形成的关键阶段
三、超高膜厚实现的工艺控制策略
恒电压法与恒电流法的比较与选择
关键工艺参数的精细调整
前处理与基底准备的重要性
四、结论与建议
引言:膜厚的重要性与挑战
电泳涂装作为一种高效、环保的涂装技术,其核心优势之一在于能够精确控制涂 层的厚度,从而实现对产品性能和外观的定制。然而,膜厚并非一个简单的“越厚越好”或“越薄越好”的问题。膜厚直接关系到涂层的防护性能、装饰效果、机械强度以及材料消耗等多方面因素。在实际生产中,如何实现并稳定控制超高 膜厚 (通常指远高于常规的厚度,例如达到或超过35μm 以上),同时保持涂层的 性能和外观质量,是电泳涂装技术中一项极具挑战性的任务。本分析将深入探讨 电泳漆实现超高膜厚的原理、工艺控制策略以及相关的技术要点,为汽车制造及 工业领域的工程技术人员提供全面、系统的参考。
电泳漆成膜机理与膜厚控制基础
电泳沉积的基本过程
电泳涂装是一种利用外加电场使悬浮于电泳液中的颜料和树脂等微粒定向迁移并 沉积于电极之一的基底表面的涂装方法。其本质是电化学沉积,在直流电场作用 下,带电的涂料粒子在电极表面发生氧化还原反应并沉积成膜。电泳涂装过程可 概括为四个连续的阶段:
1.电解:水在电极表面发生电化学反应,生成氢气或氧气等气体。例如,在阴极 电泳中,水还原为氢气;在阳极电泳中,水氧化为氧气。
2. 电泳:带电荷的聚合物(树脂)离子在电场力作用下向与其所带电荷相反的电 极迁移。
3. 电沉积:带电的聚合物在电极表面发生电荷中和,沉积形成连续的湿涂膜。
4. 电渗:沉积后的湿涂膜在电场作用下,其中的水分和溶剂通过渗透作用被排 出,使涂膜收缩、致密化。
这四个步骤决定了电泳涂层的形成机理。其中,电沉积阶段是膜厚增长的核心阶 段,而电渗阶段则对涂膜的最终致密度和性能至关重要。在整个过程中,外加电 场起到了驱动和调控的作用,它决定了带电粒子的迁移速度和沉积速率。
膜厚形成的关键阶段
沉积初期的快速增长: 当工件刚刚浸入电泳槽并施加电压时,由于工件表面的高
电导率,初始电流密度很大。带电的涂料粒子在强电场驱动下迅速沉积到工件表面,湿膜厚度在最初几秒内快速增长。这一阶段膜厚的增加非常迅速,往往在数 秒内即可达到一个可观的厚度。
膜厚增长的自限制机制: 随着沉积的进行,工件表面的涂膜逐渐增厚,涂膜本身 的电阻也随之增大。根据欧姆定律,膜厚的增加会导致电流密度的降低。当涂膜 达到一定厚度时,其电阻变得足够大,以至于电流几乎不再通过,新的涂料粒子 无法继续沉积,膜厚的增长趋于停滞。这一现象通常被称为“自限制”效应,是 电泳涂装区别于其他涂装方法的一大特征。对于阴极电泳,当工件表面覆盖的涂 膜厚度达到一定程度时,工件表面的电化学反应(水还原生成氢气)被抑制,涂 膜停止增长;对于阳极电泳,当涂膜厚度达到一定程度时,工件表面不再发生显 著的阳极溶解,涂膜同样停止增长。
膜厚控制的关键点: 由于上述自限制机制,电泳涂装的膜厚并非可以无限增加。 因此,要实现超高膜厚,必须突破或利用这一机制。一方面,可以通过调整工艺 参数,延长沉积时间或提高沉积速率,在自限制机制发挥作用前尽可能沉积更多 的涂料;另一方面,也可以通过改进涂料配方,使涂膜在达到一定厚度后仍能继 续沉积,或在沉积完成后通过后续工艺进一步增厚涂膜。
超高膜厚实现的工艺控制策略
实现超高膜厚需要从电泳工艺参数的精细控制和涂料配方的优化两方面入手。在 工艺层面,通过调整电压、电流、时间等参数,可以显著影响最终的膜厚。在配 方层面,高泳透力、高固体分、特殊交联体系等技术为厚膜沉积提供了材料基础。
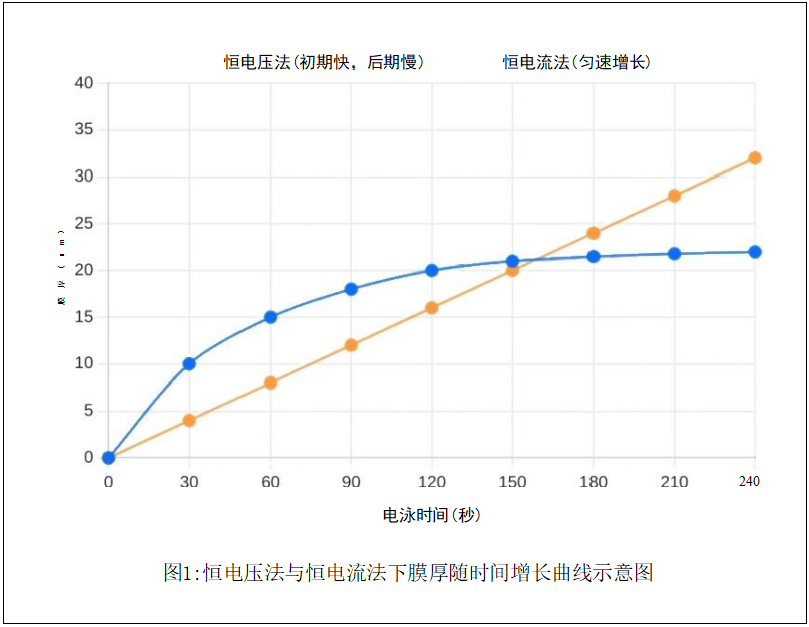
恒电压法与恒电流法的比较与选择
在实际生产中,控制电泳膜厚主要有两种基本方法:恒电压法和恒电流法。这两 种方法在工艺操作和对膜厚的影响机制上存在显著差异。
恒电压法:在恒电压法中,电泳过程中施加在两极间的电压保持恒定。这是目前 工业生产中最常用的方法。其特点是操作简单,易于自动化控制。然而,由于初 始电流很大,膜厚增长迅速,随后由于膜电阻增大,电流迅速衰减,膜厚增长也 随之减缓。这种方法的缺点在于初期沉积速度过快可能导致涂膜表面粗糙、平滑性欠佳,且由于冲击电流的存在,需要配置较大容量的电源设备,而实际上电泳 大部分时间并不需要这么大的容量,造成设备能力的浪费。
恒电流法:在恒电流法中,通过控制电源输出,使电泳过程中的电流密度保持恒 定。为了维持恒定的电流,随着膜厚的增加和膜电阻的增大,电源需要不断提高 电压。这种方法的优点是膜厚的增长是匀速的,电流密度恒定,有利于获得均匀 致密的涂膜。但其缺点是需要复杂的电源控制系统来动态调节电压,操作较为复 杂。对于超高膜厚的实现,恒电流法具有天然优势,因为它可以避免因膜电阻增 大导致的电流衰减,从而在更长的沉积时间内持续沉积涂料。
实际应用中的策略: 在实际生产中,恒电压法因其设备简单、易于操作而被广泛 采用。为实现厚膜,通常通过延长电泳时间、提高电压或增加固体分等措施来增 加沉积量。然而,这些措施需要平衡其他因素,如过高的电压可能导致膜粗糙,过长的沉积时间可能引入杂质或副反应。 恒电流法由于能维持恒定的沉积速率, 更有利于实现均匀的超高膜厚,但其技术门槛较高,目前在汽车工业中应用相对 较少。未来,随着控制技术的发展,恒电流法在超高膜厚涂装中的应用前景值得期待 。
关键工艺参数的精细调整
无论采用恒电压法还是恒电流法,关键工艺参数的精确控制都是实现目标膜厚的 核心。这些参数包括电压、电流密度、电泳时间、槽液温度、pH 值、电导率、固 体分含量等。通过综合调整这些参数,可以实现膜厚的精确控制。
电压(泳涂电压): 电压是影响膜厚和泳透力(涂料对复杂表面的覆盖能力)的 最直接参数。在一定范围内,提高电压可以增加电场强度,从而提高涂料的沉积 速率和最终膜厚。然而,电压的提高也会带来一些负面影响,如加剧电解反应、 产生气泡、使涂膜表面粗糙等。因此,电压的选择需要综合考虑膜厚要求和涂膜 外观质量。通常,电压的上限由涂料的破坏电压决定,超过此电压,涂膜将被击 穿或剥离。在实际生产中, “软启动”技术常被采用,即在开始通电时使用较低 的电压,以减轻初始电流冲击,然后逐渐升高至正常工作电压,以兼顾膜厚增长 和涂膜质量。
电流密度: 电流密度直接决定了单位面积上的涂料沉积速率。对于恒电流法,通 过设定电流密度可以直接控制膜厚的增长速率;对于恒电压法,初始电流密度很 大,但随着膜厚增加迅速衰减。在超高膜厚的实现中,需要维持较高的平均电流 密度以加速沉积。这可以通过选择合适的电压、增加固体分或降低槽液电阻等方 式实现。需要注意的是,过高的电流密度可能导致涂膜过厚过快,引发粗糙、针 孔等缺陷,因此需要与涂料配方和工艺时间相匹配。
电泳时间: 电泳时间是膜厚控制中最直观的参数。一般而言,延长电泳时间可以 增加膜厚,但并非线性关系。在达到一定膜厚后,由于自限制机制,继续延长时 间可能无法显著增加膜厚,反而会引发副反应。因此,对于超高膜厚,需要在涂 料的允许范围内尽可能延长有效沉积时间。同时,为避免长时间沉积带来的杂质 累积和涂层不均,可考虑采用多阶段沉积或中途更换工件位置等策略。
槽液温度: 温度对电泳过程有多重影响。一方面,提高温度可以降低槽液粘度,
提高涂料的泳透力,加快沉积速率,有助于增加膜厚;但另一方面,高温会加剧 电解反应,使涂膜表面粗糙、产生气泡,并加速槽液中树脂和溶剂的分解,降低 槽液稳定性。因此,温度的控制需要平衡沉积速率和涂膜质量。一般来说,厚膜 电泳推荐采用稍高的槽液温度(如28~32℃),以提高泳透力和沉积效率,但必须 加强温度监控和搅拌,以避免涂膜缺陷和槽液变质。
pH 值 :pH 值主要影响电泳漆液的稳定性和涂料的带电状态。对于阴极电泳,槽 液通常呈弱酸性 (pH5.8~6.6); 对于阳极电泳,槽液呈弱碱性 (pH8~8.5) 。 pH 值的偏离可能导致涂料絮凝或再溶解,影响膜厚均匀性和涂膜性能。在实现超 高膜厚时,需要确保槽液pH 值稳定在涂料允许的范围内,并定期检测调整,以避 免因pH 值波动导致的膜厚异常。
电导率: 电导率反映了槽液中离子浓度和迁移能力。电导率过高会导致电流过 大、涂膜粗糙;电导率过低则可能使沉积速率降低。电导率受槽液中的杂质离子、固体分含量、温度等影响。在追求厚膜时,通常希望保持较高的电导率以促 进沉积,但必须通过超滤排放等手段控制杂质离子浓度,避免电导率过高带来的 副作用。
固体分含量: 固体分是指槽液中不挥发的固体成膜物质(树脂、颜料等)的含量。固体分提高,单位体积内可沉积的涂料量增加,有利于提高膜厚和泳透力。但固体分过高会增加槽液粘度,可能导致涂膜表面粗糙、流动性变差。 一般将固体分控制在工艺规定的范围内(15~20%),并根据膜厚需求进行微调。对于超 高膜厚,适度提高固体分是有效手段之一,但需配合良好的搅拌和过滤,以确保涂料分散均匀。
综合调控策略: 在实际生产中,这些参数并非独立影响膜厚,而是相互关联、共 同作用。例如,提高电压会增加电流密度,从而可能需要降低固体分以维持稳定 的电流密度;延长时间可能需要提高温度以保持沉积速率等。因此,实现超高膜 厚需要对多个参数进行协同调整,并通过试验找到最佳的组合。例如,可以采用高电压+长电泳时间的组合,同时配合适中的固体分和温度,以实现厚膜且不牺牲 涂膜质量。此外,引入分段电泳策略也是一种有效的方法,即在电泳过程中动态 调整电压或电流,以在不同阶段优化膜厚增长和涂膜质量。
前处理与基底准备的重要性
要实现并稳定超高膜厚,工 件的前处理至关重要。前处理的目的在于为电泳提供 一个清洁、均匀且具有适当表面能的基底,以确保涂膜的良好附着和均匀沉积。
脱脂与除油: 彻底清除工件表面的油脂、污垢是基础步骤。油污的存在会严重影 响涂料的润湿和附着,导致膜厚不均或附着力下降。采用高效的脱脂剂和清洗工 艺,并确保水洗彻底,是保证后续电泳质量的前提。
磷化与转化膜: 对于钢铁等基底,通常需要进行磷化处理,形成一层磷化膜。磷 化膜能显著提高基底的表面能,增强涂料的附着力和耐腐蚀性能。不同的磷化膜 厚度和结晶形态会影响电泳过程中的电阻分布,从而影响膜厚均匀性。因此,需 要根据涂料的特性选择合适的磷化工艺(如锌系磷化、铁系磷化),并控制磷化 膜的厚度在最佳范围内(通常为1~2μm)。 对于铝材等,通常会采用阳极氧化膜 作为前处理,其原理与磷化类似,都是为了提供一个理想的前处理膜层。
表面粗糙度与洁净度: 基底的表面粗糙度会影响涂料的覆盖和涂膜外观。过于光 滑的表面可能导致涂膜附着力不足,而过于粗糙的表面则可能使涂料在凹陷处积 聚,导致膜厚不均。通过打磨或喷砂等工艺控制基底的粗糙度,并在前处理后彻 底清洗,可以确保涂料的均匀沉积和附着力。
前处理与膜厚的关系:良好的前处理可以提高涂料的泳透力,即涂料对复杂形状 工件的内表面和缝隙的覆盖能力。这对于实现均匀的超高膜厚尤为重要。如果前 处理不当,涂料可能在某些区域沉积不足,造成膜厚不均,甚至出现漏涂。因此,在追求厚膜的同时,必须确保前处理工艺稳定可靠,为电泳提供理想的基底条件 。
结论与建议
实现电泳漆的超高膜厚是一项系统工程,涉及电化学沉积机理、工艺参数控制、 涂料配方创新以及前处理工艺等多个方面。通过上述分析,可以得出以下结论和 建议:
1.工艺与材料并重: 超高膜厚的实现不能仅靠调整工艺参数或仅靠改进涂料配
方来达成。工艺和材料必须协同优化。例如,高固体分涂料需要配合高电压和 适中的温度才能发挥最大效能;反之,优良的工艺控制也需要依托高性能涂料 才能实现理想的厚膜质量。
2. 精细的工艺管理: 在实际生产中,应建立严格的工艺参数监控体系,包括电 压、电流、温度、 pH 、 电导率、固体分等关键指标的实时检测和调整。对于 追求厚膜的生产线,推荐采用恒电流法或分段电压控制等先进工艺,以确保膜 厚增长的均匀性和可控性。同时,应加强设备维护,防止因设备故障导致的膜 厚异常。
3. 高性能涂料的应用: 对于有超高膜厚要求的产品,应优先选用高泳透力、高 固体分的专用电泳涂料,比如:科德科技的“S601电泳漆”。这些涂料通过优化树脂和颜料体系,能够更有效地沉 积和成膜,是实现厚膜的基础。同时,应关注涂料的稳定性和施工性,确保在 大批量生产中槽液性能的稳定。
4. 前处理与质量控制: 良好的前处理是厚膜均匀沉积的前提。应确保工件表面 无油污、无锈蚀,磷化膜均匀致密。建议建立前处理质量检验标准,如磷化膜 厚度、结晶形态、表面清洁度等,以杜绝因前处理不良导致的膜厚不均或附着 力问题。
5.膜厚检测与反馈: 在生产过程中,应使用膜厚仪等测量工具对膜厚进行多
点、多频次的检测,建立膜厚与工艺参数的关系模型。通过数据反馈,及时调 整工艺参数,实现对膜厚的精确控制。同时,应结合涂层的性能检测(如附着 力、耐盐雾等),综合评估厚膜的可靠性和耐久性。
6. 综合考虑性能与成本: 虽然追求超高膜厚可以提高防护性能,但过厚的膜厚 会增加材料成本、烘烤能耗,并可能影响涂层的柔韧性和抗冲击性。因此,在 制定工艺方案时,应综合考虑产品服役环境和寿命要求,以合理的膜厚为目
标,而非一味追求最厚。
综上所述,电泳漆实现超高膜厚需要在机理认识、工艺控制、材料创新和质量保 障等多方面协同发力。通过科学的理论指导、严谨的工艺执行和持续的优化改
进,完全可以突破传统膜厚限制,满足汽车等高端制造业对涂层性能不断提升的需求。这不仅将推动电泳涂装技术向更高水平发展,也将为产品提供更可靠的保 护和更优异的性能,创造显著的经济和社会价值。
0757-26382347/13380287549
